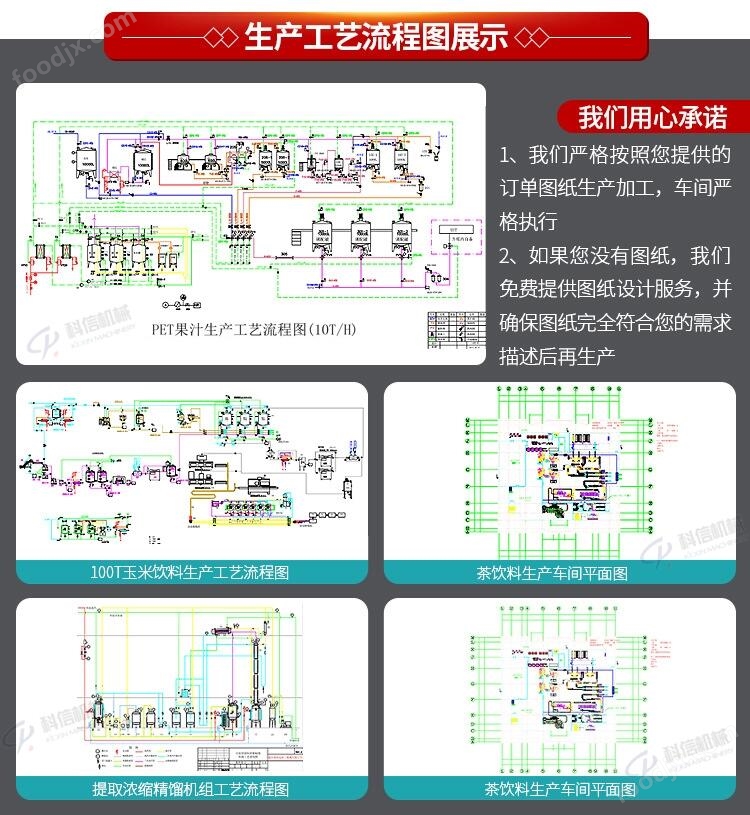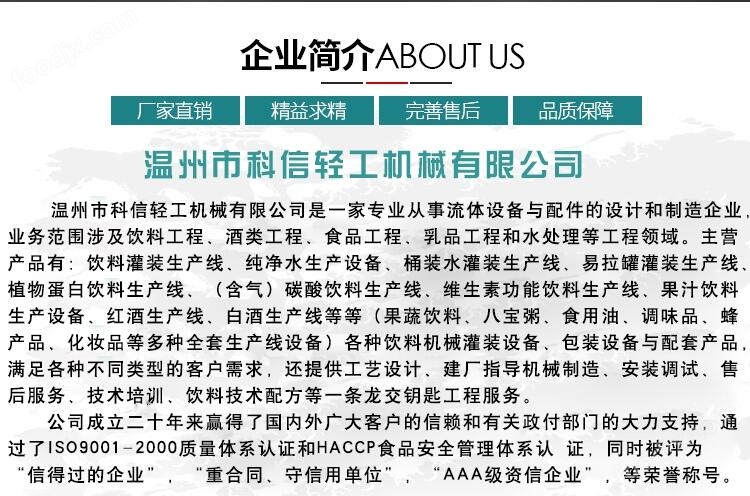







一、核心设备组成
原料预处理系统
臭氧+超声波清洗机:采用高压气泡与臭氧协同技术,清除鲜梨表面99.8%的农残及微生物,同时保留多糖、黄酮等活性物质。2025整套中小型鲜梨酵素饮料生产设备
低温螺旋压榨机:304不锈钢破碎刀具配合≤45℃低温压榨,出汁率高达85%以上,避免高温氧化导致的营养流失。
发酵与精滤系统
三级菌种发酵罐:支持酵母菌-醋酸菌-乳酸菌分阶段发酵,精准控温控氧,将传统发酵周期缩短至3-6个月,活性益生菌含量≥1×10⁸ CFU/mL。2025整套中小型鲜梨酵素饮料生产设备
膜过滤系统:0.22μm陶瓷膜去除杂质,结合真空脱气技术,确保酵素澄清度与稳定性。
杀菌与灌装模块
HPP超高压冷杀菌:600MPa压力处理3分钟,杀灭99.99%微生物,活性成分保留率≥95%。
无菌灌装单元:伺服驱动灌装阀精度±1ml,百级洁净环境,配套磁旋扭力旋盖机,保障密封性。
智能控制中心
PLC+AI控制系统:实时监控发酵pH、温度、液位等参数,故障自诊断率90%,热能回收系统降低能耗30%。
二、工艺亮点与技术优势
双菌分阶发酵工艺
乳酸菌发酵:30-35℃下添加2-4U/1000L菌种,发酵7-11天至pH 4.3终止;
酵母菌发酵:25-30℃添加0.08-0.12%高活性酵母,发酵5-7天至pH 4.0终止,最终低温熟成14-21天,提升风味层次。
柔性生产设计
单线兼容酵素原浆、口服液、果酒等多类产品,换产时间≤2小时。
灌装能力覆盖2000-36000瓶/小时,适配PET瓶、玻璃瓶、易拉罐等包装。
营养强化技术
调配阶段添加海洋鱼皮胶原肽粉及功能性配料,增强产品保健功能。
三、应用场景与合规保障
产品多样化:可生产鲜梨酵素原液、复合酵素饮料、益生菌饮品及功能性口服液。
认证标准:设备材质符合FDA及GB 4806食品级规范,支持HACCP、ISO22000认证,满足出口需求。
科信服务支持:提供定制化方案、全年技术维护、工艺培训及建厂指导,实现“交钥匙工程”。
温州市科信轻工机械有限公司
总部地址:浙江省温州市龙湾区滨海三路540号
科信机械河南营销中心
地 址:河南省漯河市召陵区玉山路与发展路交叉口智能食品机械装备园二期3号厂房